Ändra språk :
Glidlager - installation och toleranser


Vilken tolerans för monteringshålet?
iglidur-glidlager är pressade bussningar som pressas in i ett H7-tolererat fäste med överdimensionering . För axlarna rekommenderas en tolerans på minst h9. Deras innerdiameter ställs in först efter att de har pressats in i H7-lokaliseringshålet. Presspassningsstörningen kan vara upp till 2 % av innerdiametern. Detta säkerställer en säker presspassning av bussningarna. Axiella och radiella förskjutningar i fästet undviks därmed på ett tillförlitligt sätt.
Hålet i huset ska tillverkas med tolerans H7 för alla lager och ska vara så slätt och avfasat som möjligt. Monteringen sker med hjälp av en plan stämpel. Användning av centrerings- eller kalibreringsdorn kan medföra skador på lagren och ett större spel.
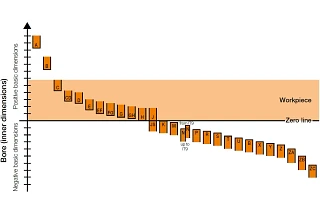
ISO-toleranssystem för iglidur glidlager [mm]
| Diameter d1 | Hus H7 | Axel h9 | E10 (toleranser enligt ISO 3547-1) | E11 (toleranser enligt ISO 3547-1) | F10 (toleranser enligt ISO 3547-1) | D11 (toleranser enligt ISO 3547-1) |
|---|---|---|---|---|---|---|
| till 3 | +0,000 +0,010 | -0,025 +0,000 | +0,014 +0,054 | +0,014 +0,074 | +0,006 +0,046 | +0,020 +0,080 |
| > 3 till 6 | +0,000 +0,012 | -0,030 +0,000 | +0,020 +0,068 | +0,020 +0,095 | +0,010 +0,058 | +0,030 +0,105 |
| > 6 till 10 | +0,000 +0,015 | -0,036 +0,000 | +0,025 +0,083 | +0,025 +0,115 | +0,013 +0,071 | +0,040 +0,130 |
| > 10 till 18 | +0,000 +0,018 | -0,043 +0,000 | +0,032 +0,102 | +0,032 +0,142 | +0,016 +0,086 | +0,050 +0,160 |
| > 18 till 30 | +0,000 +0,021 | -0,052 +0,000 | +0,040 +0,124 | +0,040 +0,170 | +0,020 +0,104 | +0,065 +0,195 |
| > 30 till 50 | +0,000 +0,025 | -0,062 +0,000 | +0,050 +0,150 | +0,050 +0,210 | +0,025 +0,125 | +0,080 +0,240 |
| > 50 till 80 | +0,000 +0,030 | -0,074 +0,000 | +0,060 +0,180 | +0,060 +0,250 | +0,030 +0,150 | +0,100 +0,290 |
| > 80 till 120 | +0,000 +0,035 | -0,087 +0,000 | +0,072 +0,212 | +0,072 +0,292 | +0,036 +0,176 | +0,120 +0,340 |
| >120 till 180 | +0,000 +0,040 | –0,100 +0,000 | +0,085 +0,245 | +0,085 +0,335 | +0,043 +0,203 | +0,145 +0,395 |
Vår mest lästa whitepaper
Toleranser, montering, mätning
Varför är vårt white paper Plastglidlager: toleranser, montering, mätning så populärt? För att det sätter stopp för de vanligaste felkällorna i det dagliga arbetet med plastglidlager:
❌ Felaktig toleransutformning
❌ Felaktigt dimensionerade glidlager
❌ Skador på lagren på grund av felaktig installation
Vitboken behandlar bland annat följande ämnen:
Toleransutformning för korrekt lageravstånd
✅ Presspassning och lageravstånd
✅ Fuktabsorption
✅ Termisk expansion av plast
✅ Rekommenderade toleranser
Hur man mäter plastglidlager korrekt
✅ Mät glidlager korrekt
✅ Kontrollera den inre diametern
Korrekt montering av glidlager av plast
✅ Installationstoleransernas roll
✅ Förberedelse av monteringshålet
Rekommenderade toleranser
iglidur-lagrens installationsmått och toleranser beror på materialet och väggtjockleken. Fuktabsorption och värmeutvidgning är avgörande för materialet. Glidlager med låg fuktabsorption kan monteras med ett litet lageravstånd. Följande gäller för väggtjockleken: Ju tjockare lager, desto större måste lageravståndet vara.
Detta resulterar i olika toleransklasser för iglidur-glidlager. Med dessa toleranser kan iglidur-lager användas i enlighet med installationsrekommendationerna i respektive tillåtet temperaturområde och vid luftfuktigheter på upp till 70 %. Material med låg fuktabsorption är att föredra vid hög luftfuktighet eller om lagren används under vatten.
Olika press-fit-metoder
Hydraulisk eller mekanisk
Den vanligaste metoden är att mekaniskt pressa in glidlagren med hjälp av en handpress. En platt presspassningskolv används för att pressa in glidlagret i fästhålet. En centrerings- eller kalibreringsdorn ska inte användas, eftersom detta kan leda till sprickor längs svetslinjen och till större lagerspel.
Utan press
Om ingen press finns tillgänglig eller om omständigheterna inte tillåter användning av en press, kan glidlagren försiktigt monteras med en gummiklubba. En träbit mellan glidlagret och träet kan bidra till att skydda lagren från skador.
Automatisk montering
Vid (delvis) automatiserad montering är det särskilt viktigt med korrekt matning och positionering av komponenterna. Det kan vara bra att optimera komponentgeometrin för processen. Det finns praktiskt taget inga gränser för utformningen av glidlager i plast. Geometrier med koniska diametrar, spår eller antirotationslås kan realiseras kostnadseffektivt.

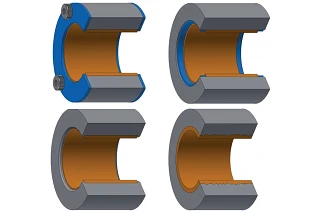
igutex glidlager efter krympmontering
Krympning
Kylning av glidlager kan vara till hjälp för att lättare kunna presspassa glidlager. Bussningarna kyls med hjälp av flytande kväve, krymper och är därför lättare att montera. Före krympmontering måste lagren rengöras noggrant och kontrolleras med avseende på skador. När de har värmts upp igen expanderar materialet igen och lagren sitter stadigt i fästhålet.
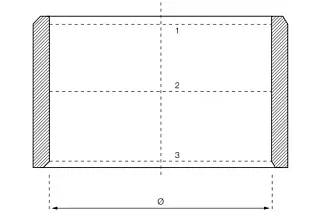
Position för mätnivåerna (1, 2, 3 = mätlinjer)
Kontrollera lagersätet
iglidur glidlager är presspassningslager för säten med H7-standardhål. Presspassningen gör dels att lagret fästs i huset, dels formar den glidlagrets innerdiameter. Lagren provas i monterat tillstånd i hålet med minimimått, såväl med en mätklocka som med en håltolk.
- Inpressad i hålet måste håltolkens gå-sida lätt passera lagret.
- Med glidprovaren måste lagrens innerdiameter på mätplanen i genomsnitt ligga inom den angivna toleransen (se illustrationen på motsatt sida)
Axiell säkring
Glidlager "vandrar" faktiskt ut ur fästhålet om presspassningen försvinner. Glidlager fästs ofta genom att de pressas in i ett något smalare toleransfäste. Lagret sitter fast i borrhålet under mekanisk spänning. Om denna mekaniska spänning minskar på grund av höga temperaturer eller permanent överskridande av tillåten belastning, minskar även presspassningen.
Naturligtvis är det också möjligt att tillverkningstoleranserna för monteringshålet är så felaktiga att hålet inte är tillräckligt underdimensionerat. Även i detta fall kan lagret inte bygga upp tillräcklig spänning för att skapa en interferenspassning. Resultatet blir ett extremt slitage på glidlagret. Lösningen på problemet är att säkra glidlagret axiellt. Du kan läsa mer om vilka alternativ som finns för axialsäkring av glidlager i vårt faktablad om ämnet "Axialsäkring".

Montering av igutex fiberkompositlager
igutex glidlager kan monteras med hjälp av en platt stans eller en platt platta eller en pressanpassad dorn. Den pressade dorn får inte vara skarpkantad. En underskärning vid fretövergången är användbar för att förhindra skador. Montering med slag, t.ex. med en hammare, rekommenderas inte eftersom det kan skada glidlagret av fiberkomposit.
Limma in glidlager
Glidlager pressas eller kläms vanligen fast i fästhålet. Detta innebär att de sitter stadigt i hålet och inte roterar oavsiktligt. Men vad händer om detta inte är möjligt på grund av tillverkningstoleranser? Eller om glidlagret ens ska rotera?
Även om det inte ingår i standardrepertoaren för många glidlager, kan plastglidlager också glida på ytterdiametern. Därför används glidlager av plast. Lagret sätts på en bult och ska sedan - tillsammans med bulten - rotera i något eller rulla på något. Limning verkar vara en bra lösning. Men det finns förmodligen lika många lim som det finns lagermaterial. Vilken är den rätta?
Riktlinjer för spånavskiljande bearbetning
iglidur-glidlager levereras färdiga för installation. Det omfattande sortimentet tillåter normalt sett användning av standardmått. Om det ändå är nödvändigt att bearbeta glidlagren i efterhand, visas bearbetningsriktvärdena i tabellen intill. Om möjligt bör dock efterbearbetning av glidytorna undvikas. Det leder oftast till större nötning. Ett undantag är B iglidur M250, som lämpar sig mycket väl för efterföljande bearbetning. För de andra iglidur glidlagren kan en montagesmörjning motverka nackdelarna med en bearbetning av glidytorna.
| Metoder | Svarvning | Borrning | Fräsning |
|---|---|---|---|
| Skärmaterial | SS | SS | SS |
| Matning [mm] | 0,1 ... 0,5 | 0,1 ... 0,5 | till 0,5 |
| Släppningsvinkel | 5 ... 15 | 10 ... 12 | |
| Spännvinkel | 0 ... 10 | 3 ... 5 | |
| Skärhastighet [m/min] | 200 ... 500 | 50 ... 100 | upp till 1000 |
Rådgivning
Jag svarar gärna på dina frågor personligen

Leverans och rådgivning
Personligen::
Måndag – fredag: 8:00 – 18:00