Ändra språk :
FDM-utskrift: Skräddarsydd produktion för dina behov

FDM-utskriftsprocessen har blivit en av de viktigaste teknikerna inom 3D-utskrift - men vad är det egentligen som ligger bakom den?
FDM (Fused Deposition Modelling) gör det möjligt att tillverka fysiska föremål genom att bearbeta smält plastfilament lager för lager. Denna process kallas också för FFF (fused filament fabrication).
FDM-utskrifter kan användas inom många områden, från industriella prototyper till hobbyapplikationer, eftersom processen kombinerar användarvänlighet med mångsidighet.
igus erbjuder användare av FDM-utskriftsprocessen specialutvecklade filament av högpresterande plast för bearbetning på standard 3D-skrivare. Dessa material är mer slitstarka än konventionella plaster och är idealiska för slitdelar i rörliga applikationer.
Upptäck på denna sida:
Var används FDM-utskriftsprocessen?
Fused deposition modelling används som tillverkningsprocess för komponenter inom många olika användningsområden, bland annat
Fyllnings- och förpackningsmaskiner: t.ex. för enskilda produktvändare på transportband
Prototyptillverkning: för snabba testserier och designutveckling
Maskin- och anläggningsteknik: Verktyg, anordningar, utbyte av frästa plastdelar
Flyg- och rymdindustrin: lätta och komplexa geometrier för simuleringar eller testkomponenter
Fordonsindustrin: funktionella prototyper, konsoler och små serier
Medicinsk teknik: skräddarsydda modeller och prototyper för kirurgisk planering
Hobby & DIY: Tillämpningar som smyckesdesign, modelltillverkning och dekorativa hushållsföremål
FDM-utskrift i praktiken
Underhållsfria 3D-printade gripdon
Carecos Kosmetik GmbH behövde produktionsgripdon som griper tag i lock och skruvar fast dem på behållare. Tidigare frästes dessa i aluminium, vilket var förknippat med kostnader på upp till 10.000 euro per gripdon och en produktionstid på sex veckor. Tack vare det tribologiskt optimerade iglidur i150 3D-printingfilamentet kunde igus leverera en snabb och kostnadseffektiv lösning. Plastgriparna är lättare, upp till 50 gånger mer slitstarka och kan tryckas inom 10 till 12 timmar. Resultatet: 85 % kostnadsbesparingar och 70 % snabbare produktion. Idealisk för flexibel produktion inom en mängd olika branscher.

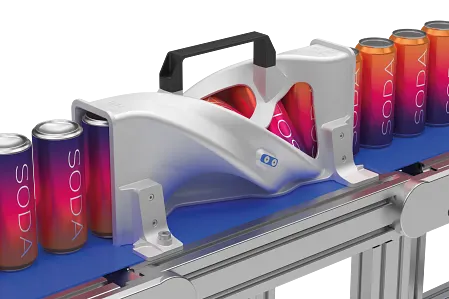
Produktvändare tillverkad av iglidur i150 för fyllning av drycker
Inom dryckesindustrin tillverkades produktvändare tidigare av ståltrådar eller frästa materialblock, vilket resulterade i höga kostnader, mycket materialspill och långa leveranstider. igus utvecklade ett 3D-printat alternativ tillverkat av iglidur i150-filament. Den tryckta burkvändaren har en speciell spiralstruktur som vänder burkarna exakt och förbereder dem för felfri fyllning. Komponenten erbjuder samma funktionalitet som den tidigare lösningen, men sänker produktionskostnaderna med upp till 70 %. Den kan bearbeta upp till 60.000 burkar per minut, är underhållsfri och dess design kan flexibelt anpassas till alla burkstorlekar.
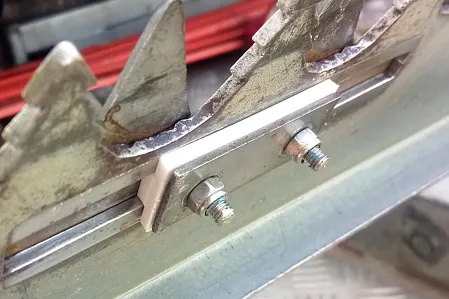
Glidflygplan för flytande gräsklippare
Flytande gräsklippare avlägsnar gräs från sjöns stränder. Skärbladen spändes med metallglidare, som snabbt slets ut på grund av smuts och fukt och byttes ut tre gånger per säsong. Reservdelar orsakade höga kostnader. Ett robust och kostnadseffektivt alternativ skapades med 3D-printade sliders tillverkade av iglidur i180. Komponenterna är upp till 15 gånger billigare, 50 gånger mer nötningsbeständiga och fungerar smörjfritt tack vare de fasta smörjmedel som de innehåller. FDM 3D-printing möjliggör också snabb och flexibel leverans, vilket avsevärt minskar underhållsbehovet och de totala kostnaderna.
Gör en förfrågan om en lösning för ditt projekt nu
Arbetar du med ett liknande projekt och behöver hjälp med konstruktion och materialval för kundanpassade gripdon, produktvändare eller andra komponenter?
Hör av dig till oss och berätta om din ansökan. Våra experter ger dig personlig rådgivning och hjälper dig gärna att hitta den optimala lösningen för din individuella applikation.
Fördelar med FDM-tekniken

När det gäller snabba resultat och enkel hantering är FDM-processen ett beprövat val:
- Mångsidigt val av material: Förutom standardplaster som PLA och ABS, som också används vid formsprutning, kan även högpresterande polymerer användas. igus erbjuder ett brett sortiment av slitstarka plaster, inklusive livsmedelssäkra, kemikalie- och värmebeständiga material.
- Flerfärgstryck och multimaterialkapacitet: Med FDM kan olika filament kombineras i en tryckprocess för att skriva ut komponenter med olika egenskaper.
- Användarvänlighet: Den enkla användningen av de flesta 3D-skrivare gör processen särskilt attraktiv för nybörjare.
- Snabb produktion: Små komponenter skrivs ut snabbt - perfekt för prototyper och små serier.
- Kostnadseffektivitet: FDM-skrivare är ofta billigare i inköp och drift än andra system. Materialen är billiga och lättillgängliga, vilket gör att driftskostnaderna blir låga. Metoden imponerar också med en ren process - utan skyddsutrustning eller extrautrustning som t.ex. ultraljudsrengörare.
Gränser för FDM-utskrifter
Även om FDM-tryckprocessen är mycket mångsidig når processen sina gränser inom vissa områden:
- Lägre detaljnivå: Synliga skiktlinjer och minskad precision jämfört med processer som SLA eller SLS.
- Efterbearbetning: Beroende på kraven på ytkvalitet kan stödstrukturer och lagerlinjer kräva ytterligare bearbetning, t.ex. t.ex. slipning eller målning.
- Begränsad produktionsvolym: FDM är mindre ekonomiskt för serieproduktion. För stora volymer ger formsprutningsprocessen klara fördelar när det gäller hastighet och kostnad per komponent.
När rekommenderas denna teknik?
Ibland kräver komplexa geometrier, högre detaljnoggrannhet eller särskilt motståndskraftiga komponenter en annan 3D-utskriftsteknik. igus erbjuder en 3D-utskriftstjänst för kundanpassade komponenter med hjälp av FDM-, SLS- och DLP-processerna. ⯈ Läs mer om 3D-utskriftstjänsten
I följande tabell jämförs FDM-utskrifter med dessa andra tekniker:
| Kriterium | FDM | SLS | DLP |
|---|---|---|---|
| Dimensionsstabilitet | Mindre exakt | Exakt | Mycket exakt |
| Ytkvalitet | Synliga lager | Slät, knappt några lagerlinjer | Mycket slät |
| Mekaniska egenskaper | Högre anisotropi vid hållfastheten, fiberförstärkt material möjligt | Endast lätt anisotropi | Mycket homogen struktur, isotrop hållfasthet |
| Är komplexa former möjliga? | Begränsat, stödstrukturer nödvändiga | Mycket bra, inga stödstrukturer behövs | Mycket bra, fina detaljer möjliga |
| Utskriftstid | Snabbt vid enstaka delar | Snabbt vid högre kvantiteter | Snabbt vid högre kvantiteter |
| Kostnader | Förmånlig | Medelhögt pris | Snarare högre kostnader |
| Speciella funktioner hos igus | Stora komponenter, multimaterialutskrift möjlig | Serieproduktion, hög måttnoggrannhet | Extremt fina detaljer möjliga |
Ytterligare förklaringar
Anisotropi beskriver de riktningsberoende egenskaperna hos ett material.
Vid FDM-printning leder den skiktade strukturen till skillnader i stabilitet, särskilt mellan printplanet (X/Y) och den vertikala riktningen (Z).
I Z-riktningen har komponenten ofta en lägre hållfasthet på grund av svagare skiktadhesion.
Som en följd av detta bör komponentens orientering väljas så att belastningen i möjligaste mån sker i den stabilare riktningen.
Isotropi innebär att ett material reagerar på samma sätt i alla riktningar - oberoende av belastningsriktningen.
Detta är inte inneboende i FDM-utskrift, eftersom skikten är bundna ihop på olika sätt. Optimerade tryckparametrar och riktad uppriktning bidrar till att främja isotropiskt beteende.
Material för FDM-utskrift
Rätt val av material avgör prestandan hos en 3D-printad komponent. Inom FDM-tryckning sträcker sig spektrumet från lättbearbetade standardfilament till högpresterande plaster som uppfyller även de mest krävande kraven.

Slitstarkt igus tribofilament
POM, PE och PA imponerar med sina goda glidegenskaper och sin dimensionsstabilitet, men är svåra eller omöjliga att bearbeta i 3D-printing. Med sina iglidur-filament erbjuder igus ett alternativ till dessa material som är lätt att bearbeta. För applikationer där konventionella tekniska plaster når sina gränser, t.ex. med permanent rörliga delar eller hög friktion, erbjuder igus olika filament med särskilt hög slitstyrka. Upptäck det omfattande sortimentet, från lättbearbetade allroundprodukter till lösningar för krävande applikationsförhållanden.
Hur fungerar FDM-tekniken? En titt på tekniken
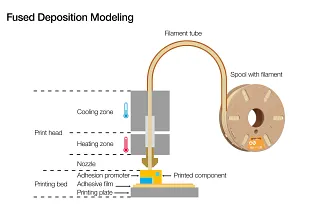
FDM-utskriftsprocessen fungerar enligt en enkel princip: uppvärmd plastfilament smälts och strängsprutas lager för lager tills objektet är helt uppbyggt.
- Materialmatning: Plastfilamentet rullas av från en spole och matas jämnt in i 3D-skrivarens skrivhuvud.
- Materialbearbetning: Filamentet värms upp i skrivhuvudet - till temperaturer mellan 190 och 450°C, beroende på material - och släpps ut i smält form som en fin tråd (extruderas).
- Uppbyggnad av lager: Skrivhuvudet rör sig exakt längs de banor som anges av 3D-modellen och applicerar det smälta materialet lager för lager. Snabb kylning gör att plasten stelnar omedelbart och de enskilda skikten fäster samman. Så här skapas komponenten steg för steg.
Vad är viktigt när du planerar FDM-utskrifter
God planering är nyckeln till framgångsrika FDM-tryckta detaljer. Nedan hittar du de viktigaste punkterna för optimal förberedelse.
Typiska utmaningar vid FDM-utskrift
Vad kan användarna göra om filamentbearbetningen inte går smidigt och det önskade resultatet inte uppnås? För följande två utmaningar och många andra problem med 3D-utskrift med filament erbjuder vi dig tips och hjälp för problemlösning i vår guide. ⯈ Ladda ner här


Mer av det här?
Ta del av våra "24 tips för 3D-utskrift med filament"
Vissa problem med 3D-utskrift med filament är lätta att känna igen och lösa, andra är mer komplexa och kan ha flera orsaker. Vill du veta hur du på ett effektivt sätt kan lösa typiska utmaningar inom FDM-printing? Ladda då ner vår guide nu och få tips om hur du optimerar din utskriftskvalitet!
Säker utskrift utan moln: mjukvarulösningen för Bambu Studio i företagets nätverk
Programvaran igus Bambu Wingman möjliggör tillförlitlig kommunikation mellan Bambu Lab-skrivare och skivningsprogramvaran utan att kommunicera med externa servrar och dela utskriftsdata med tredje part.
Alla funktioner är lokalt tillgängliga och kan användas direkt från Bambu Studio eller OrcaSlicer, oavsett firmware- eller mjukvaruversion.